┴┐╩ę╔wŃŖŖAŠ▀Ą─įO(sh©©)ėŗ(j©¼)Ė─▀M(j©¼n)")
Ż█š¬ę¬Ż▌▒Š╬─ßśī”(du©¼)īŹ(sh©¬)ļH╔·«a(ch©Żn)ųąųŪ─▄ūā╦═Ų„£y(c©©)┴┐╩ę╔wŃŖ╝ė╣ż▀^│╠ųą┤µį┌Ą─å¢Ņ}Ż¼▀M(j©¼n)ąą┴╦Ęų╬÷ĪóšōūCŻ¼═Ļ│╔┴╦ŃŖŖAŠ▀Ą─įO(sh©©)ėŗ(j©¼)Ė─▀M(j©¼n)Ż¼┤¾Ę∙Č╚╠ßĖ▀┴╦┴Ń╝■ŃŖ╝ė╣żĄ─ę╗┤╬║ŽĖ±┬╩ĪŻ
1.ę²čį
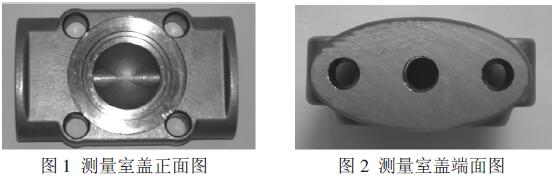
ęįŪ░ųŪ─▄▓Ņē║ūā╦═Ų„Ą─£y(c©©)┴┐╩ę╔wĄ─╝ė╣ż╣ż╦ćĘĮ├µ▓╗öÓėąą┬å¢Ņ}Ż¼Ųõųąį┌£žČ╚£y(c©©)įć▀^│╠ųąę“£y(c©©)┴┐╩ę╔wĄ─╝ė╣ż┘|(zh©¼)┴┐å¢Ņ}ę²ŲĄ─ą╣┬®╩Ū▌^┤¾Ą─å¢Ņ}ĪŻ▒Š╬─Š═£y(c©©)┴┐╩ę╔w╝ė╣ż▀^│╠ųąÅUŲĘ┬╩Ė▀Ą─å¢Ņ}š╣ķ_Ęų╬÷ĪŻį┌Ęų╬÷å¢Ņ}║¾═©▀^ī”(du©¼)£y(c©©)┴┐╩ę╔wŃŖ╝ė╣żŖAŠ▀Ą─š¹Ė─Ż¼#ĮKėąą¦Ąž╠ßĖ▀┴╦£y(c©©)┴┐╩ę╔w╝ė╣ż║ŽĖ±┬╩Ż¼æ¬(y©®ng)ė├ė┌īŹ(sh©¬)█`Ż¼╩šĄĮ┴╝║├ą¦╣¹ĪŻ
2.ŃŖŖAŠ▀įO(sh©©)ėŗ(j©¼)Ė─▀M(j©¼n)Ą─▒žę¬ąį
į┌ųŪ─▄ūā╦═Ų„ųąŻ¼▓Ņē║ą═ėXī”(du©¼)ē║┴”ūā╦═Ų„Īó▓Ņē║║═┴„┴┐ūā╦═Ų„Īóę║╬╗ūā╦═Ų„Č╝╩╣ė├ĄĮ┴╦£y(c©©)┴┐╩ę╔wĪŻį┌£y(c©©)┴┐ē║┴”Ģr(sh©¬)£y(c©©)┴┐╩ę╔w┼cÖz£y(c©©)▓┐╝■śŗ(g©░u)│╔┴╦ę╗éĆ(g©©)├▄ķ]┐šķgŻ¼▒ŻūC┴╦ē║┴”Ą─š²│Żé„▀fĪŻ£y(c©©)┴┐╩ę╔wĄ─║ŽĖ±┼cʱų▒Įėī¦(d©Żo)ų┬čb┼õĢr(sh©¬)«a(ch©Żn)╔·ķgŽČŻ¼ę²Ų£y(c©©)┴┐ē║┴”Ą─ą╣┬®Ż¼Å─Č°¤oĘ©▀M(j©¼n)ąą£žČ╚ča(b©│)āö£y(c©©)įćŻ¼ę“┤╦╠ßĖ▀£y(c©©)┴┐╩ę╔w║ŽĖ±┬╩ä▌(sh©¼)į┌▒žąąĪŻ
3.£y(c©©)┴┐╩ę╔w╝ė╣ż▀^│╠ųą┤µį┌Ą─å¢Ņ}
ė╔ė┌£y(c©©)┴┐╩ę╔wį┌čb┼õ▀^│╠ųąā╔Č╦├µ▓╗ŲĮąąŻ¼╝ėų«ė├┬▌╦©īóā╔éĆ(g©©)£y(c©©)┴┐╩ę╔wŖAŠo╣╠Č©į┌Öz£y(c©©)▓┐╝■Ą─ā╔Č╦║¾│÷¼F(xi©żn)└█ėŗ(j©¼)š`▓ŅŻ¼╩╣£y(c©©)┴┐╩ę╔wĪó├▄ĘŌ╚”║═Öz£y(c©©)▓┐╝■╚²š▀ų«ķg▓╗─▄┴╝║├Įėė|Ż¼░l(f©Ī)╔·£y(c©©)┴┐ē║┴”ą╣┬®ĪŻ┴Ē═Ōį┌š¹éĆ(g©©)čb┼õ▀^│╠ųą╩╝ĮKę¬▒Ż│ų£y(c©©)┴┐╩ę╔wā╔é╚(c©©)├µ┼cÜż¾w│╔90°ĮŪŻ¼╦∙ęįšf£y(c©©)┴┐╩ę╔wį┌čb┼õ▀^│╠ųą▀ĆŲĄĮę╗éĆ(g©©)Ą─╗∙£╩(zh©│n)Ą─ū„ė├ĪŻ╚ń╣¹▀@éĆ(g©©)╗∙£╩(zh©│n)▓╗Š½queŻ¼īóų▒Įėė░ĒæĄĮ║¾├µĄ─ę╗ŽĄ┴ą╣żą“Ż¼Įo╔·«a(ch©Żn)ĦüĒųTČÓ▓╗▒ŃĪŻ
4.Ęų╬÷å¢Ņ}
į┌ÖC(j©®)ąĄ╝ė╣ż▀^│╠ųąę¬▒ŻūC╝ė╣ż┘|(zh©¼)┴┐║═Š½queČ╚Ż¼shouę¬å¢Ņ}Š═╩Ū├┐╠ū╣żčbŖAŠ▀ę¬Įy(t©»ng)ę╗Č©╬╗╗∙£╩(zh©│n)Ż¼į┌╗∙£╩(zh©│n)ę╗ų┬Ą─Ū░╠ߎ┬│÷¼F(xi©żn)Ą─š`▓Ņ▓┼┐╔─▄#ąĪŻ¼▀@śė▓┼┐╔─▄#┤¾│╠Č╚Ąž▒ŻūC┴Ń╝■Ą─╝ė╣ż║ŽĖ±┬╩ĪŻ
╝ė╣ż£y(c©©)┴┐╩ę╔wĢr(sh©¬)shouŽ╚ė╔▄ć╣ż▄ćŲõā╚(n©©i)łAŻ¼║¾▐D(zhu©Żn)ŃŖ╣ż╣żą“╝ė╣żā╔Č╦├µŻ¼#║¾ė╔öĄ(sh©┤)┐ž╝ė╣ż═Ļ│╔╣źĮzĪŻė╔ė┌į┌▄ć╣ż╣żą“ųą╩Ūė╔╦─ū”īó£y(c©©)┴┐╩ę╔wĄ─4 éĆ(g©©)Č╦ĮŪŖAŠoŻ¼ęį├µ×ķ╗∙£╩(zh©│n)╣╠Č©Ą─Ż¼╦∙ęį£y(c©©)┴┐╩ę╔wĄžę┬╠ūŃŖŖAŠ▀╩Ūė╔├µČ©╬╗Ą─ĪŻ
ĮY(ji©”)╩°šZ(y©│)
į┌įO(sh©©)ėŗ(j©¼)ĪóĖ─▀M(j©¼n)£y(c©©)┴┐╩ę╔wŃŖ╝ė╣żŖAŠ▀Ą─š¹éĆ(g©©)▀^│╠ųąŻ¼å¢Ņ}Ą─«a(ch©Żn)╔·╩╝ĮKć·└@ų°╝ė╣ż╗∙£╩(zh©│n)▀@ę╗³c(di©Żn)Ż¼╚ń╣¹į┌š¹éĆ(g©©)£y(c©©)┴┐╩ę╔w╝ė╣ż▀^│╠ųąĮy(t©»ng)ę╗Č©╬╗ĘĮĘ©Ż¼─Ū├┤Š═┐╔ęį╩╣╣ż╝■╝ė╣ż║ŽĖ±┬╩▀_(d©ó)ĄĮ#Ė▀ĪŻ┴Ē═ŌŻ¼╣ż╝■į┌╝ė╣ż▀^│╠ųą«a(ch©Żn)╔·š`▓ŅĄ─įŁę“ėą║▄ČÓŻ¼│²┴╦ā×(y©Łu)╗»ŖAŠ▀üĒ╠ßĖ▀║ŽĖ±┬╩═ŌŻ¼īóŖAŠ▀Įø(j©®ng)▀^¤ß╠Ä└Ēęį╠ßĖ▀ŲõäéČ╚║═ÅŖ(qi©óng)Č╚Īóć└(y©ón)╩ž▓┘ū„ęÄ(gu©®)│╠ĪóČ©Ų┌ī”(du©¼)įO(sh©©)éõ║═ŖAŠ▀▀M(j©¼n)ąąŪÕ└Ē║═ŠSūo(h©┤)Ż¼Č╝▓╗╩¦×ķ╠ßĖ▀┴Ń╝■╝ė╣ż║ŽĖ±┬╩Ą─║├ĘĮĘ©ĪŻ╔·«a(ch©Żn)īŹ(sh©¬)█`▒Ē├„Ż¼įO(sh©©)ėŗ(j©¼)ĪóĖ─▀M(j©¼n)£y(c©©)┴┐╩ę╔wŃŖ╝ė╣żŖAŠ▀─▄ē“ØMūŃ£y(c©©)┴┐╩ę╔wĄ─╝ė╣żę¬Ū¾Ż¼╠ßĖ▀┴╦┴Ń╝■╝ė╣żĄ─ę╗┤╬║ŽĖ±┬╩Ż¼▒ŻūC┴╦┴Ń╝■╝ė╣żĄ─Ēś└¹▀M(j©¼n)ąąĪŻ┤╦įO(sh©©)ėŗ(j©¼)╦╝┬Ęī”(du©¼)Ųõ╦³╣żčbŖAŠ▀Ą─įO(sh©©)ėŗ(j©¼)Š▀ėąĮĶĶbū„ė├ĪŻ










 ĻP(gu©Īn)ūó╬ęéā īŹ(sh©¬)¼F(xi©żn)╣▓┌A
ĻP(gu©Īn)ūó╬ęéā īŹ(sh©¬)¼F(xi©żn)╣▓┌A